So sánh bộ đùn nhựa Direct và Bowden Extruder
Nếu bạn sở hữu một máy in 3D Reprap FDM, rất có thể là tại một số thời điểm bạn gặp phải sự cố với bộ đùn. Các vấn đề phổ biến nhất là nhựa ra ít hoặc quá nhiều, khiến cho mẫu in ra không đồng đều và xuất hiện các bong bóng rỗ. Để hiểu rõ những vấn đề này xảy ra như thế nào và cách tránh chúng, chúng ta sẽ đi qua các loại máy ép đùn khác nhau, cách chúng hoạt động, và cách hiệu chỉnh tốt nhất lưu lượng ép đùn của bạn.
Máy đùn là gì?
Máy đùn là một phần của máy in của bạn mà đẩy dây tóc chuyển tiếp để nó có thể được gửi vào nền tảng xây dựng và bắt đầu xây dựng các lớp in của bạn. Có vẻ như thế này:
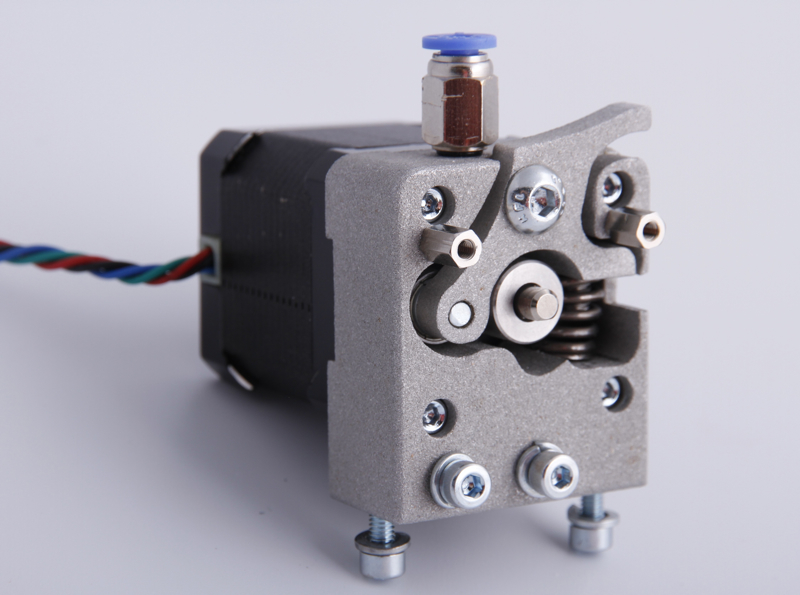
Có hai phần để máy đùn, một đầu lạnh và một hotend. Đầu lạnh là bộ phận cơ thể buộc dây tóc chuyển tiếp và thường bao gồm động cơ bánh răng, ổ đỡ và động cơ bước. Nó được đưa vào đầu nóng , nơi nó sẽ đi qua khu vực nóng chảy để làm lỏng sợi tóc cho đến khi nó được lắng đọng trong vòi phun.
Direct Drive v Bowden Extruder – Làm thế nào để họ làm việc?
Có 2 loại máy đùn chính: Bowden và Direct Drive. Họ có chức năng tương tự nhưng cả hai cùng 1 tôi với thiết lập riêng của họ về ưu và nhược điểm.
Direct Driver
Chúng tôi sẽ bắt đầu với máy ép đùn trực tiếp, thường nằm ngay trên đường nóng của bạn với không gian nhỏ.
Các máy đùn ép trực tiếp giữ cho dây tóc từ xa cần phải di chuyển từ lò nung tới cuối lạnh của máy ép đùn đến mức tối thiểu. Điều này làm cho việc rút lại dễ dàng hơn một chút có thể dẫn đến cải tiến chất lượng in. Rút lại là quá trình mà theo đó máy đùn kéo dây tóc ngược ra khỏi vòi phun để dây tóc không chảy ra trong khi ống núm vú đang di chuyển qua không gian mở. Các máy đùn ép trực tiếp không cần phải rút lui xa như máy ép đùn Bowden để ngăn ngừa việc nhai và xơ.
Một bất lợi của việc đùn máy rất gần lò nung là trọng lượng của động cơ trên xe có thể gây ra vấn đề khi in nhanh. Trọng lượng bổ sung có nghĩa là máy đùn và bộ phận làm nóng của bạn có thể chống lại sự thay đổi theo hướng có thể gây ra hiệu ứng gọi là dải mà một số lớp phình ra ngoài. Đây là nơi mà máy ép đùn Bowden nhập.

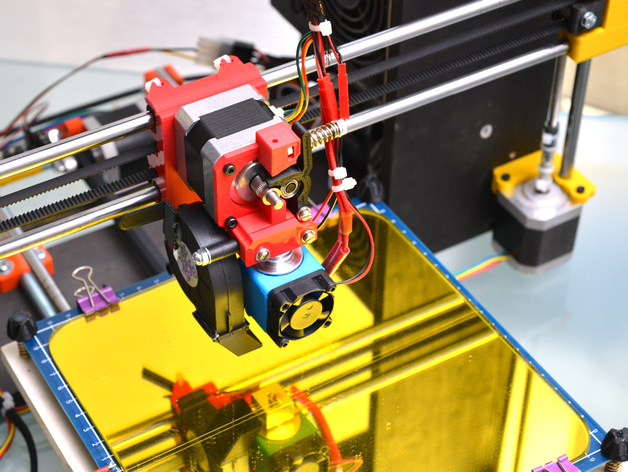
Bowden
Bowden máy đùn có động cơ gắn kết từ hotend của bạn thường gắn liền với khung của máy in.

Điều này giữ tất cả trọng lượng của các vận chuyển in và cho phép in nhanh hơn. 2 Tuy nhiên, điều này đòi hỏi sợi filament phải đi một quãng đường dài để đi đến điểm nóng. Khoảng cách rút ngắn thường cần lâu hơn các ổ đĩa trực tiếp để bù lại và các vật liệu linh hoạt gần như không thể in được trên nhiều máy ép đùn Bowden bởi vì chúng khóa dọc theo đường dẫn sợi dây.
Mẹo để hiệu chỉnh tỷ lệ ép đùn của bạn
Một trong những vấn đề phổ biến hơn với bản in là qua và dưới đùn. Dưới đùn thường được đặc trưng bởi các lớp không phù hợp hoặc khoảng trống trong bản in. Quá đùn có thể gây ra các bản in để sưng lên và các đốm nhỏ để hình thành trên các bộ phận của bạn. Cả hai đều được gây ra bởi máy đùn buộc chuyển tiếp số tiền sai của sợi dây dù đó là quá nhiều hoặc quá nhỏ.
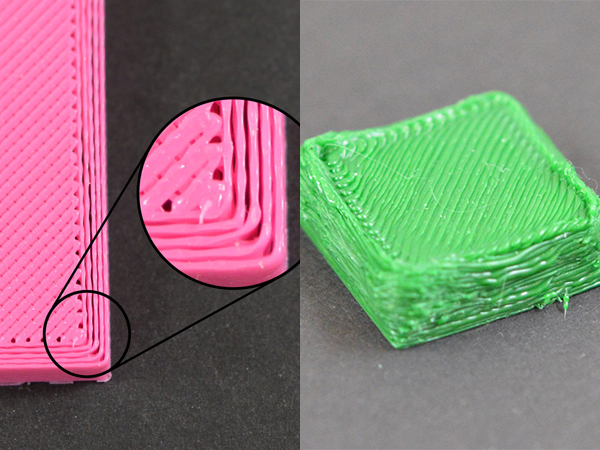 Các hình ảnh bên trái là dưới đùn tạo ra khoảng trống trong các lớp.
Các hình ảnh bên trái là dưới đùn tạo ra khoảng trống trong các lớp.
Ảnh bên phải là ví dụ về quá trình đùn (Được cung cấp bởi Hướng dẫn khắc phục sự cố của Simplify3D ! )
Nhiều máy cắt tỉa có một thiết lập được gọi là nhân số ép đùn có thể được điều chỉnh để điều chỉnh quá trình ép đùn. Một cách đơn giản để hiệu chỉnh hệ số nhân đùn của bạn là ngắt kết nối dây tóc từ đầu nóng và cho máy in của bạn để extrude 100mm sợi. Đo lường lượng sợi mà nó thực sự ép đùn và sử dụng nó để tinh chỉnh hệ số nhân đùn. Công thức cho nhân tạo đùn mới của bạn là “(100mm / số tiền thực tế ép đùn) * nguyên gốc ép đùn”.
Ngoài ra còn có các nguyên nhân khác cho việc ép đùn ép dưới đáy nhưng chúng tôi sẽ tiết kiệm cho các blog khác! Có những thuận lợi và bất lợi của cả hai phong cách máy đùn. Để quyết định cái nào là phù hợp với bạn, bạn sẽ phụ thuộc chủ yếu vào tài liệu mà bạn sẽ in cùng với tốc độ in mà bạn muốn in.